


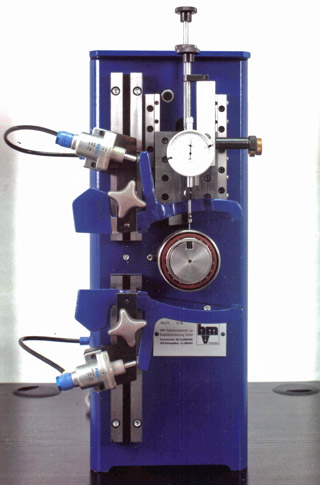

Functional characteristic
The workpiece shall be loaded along a guide edge and/or against a catch into the simultaneous measuring device and will be unloaded on the same way usually. In case of need the workpiece shall be clamped and held by pressure pad in proper position. Measuring heads or feature scanners will be moved in the spot mark of measurement.
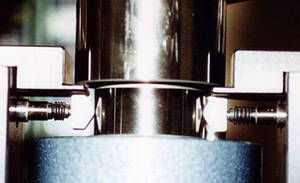
Static and/or dynamic measurements will be initiated corresponding to the measuring task. Linear dimension can be taken by mechanical contact or by linear airjet gauging. Futher physical measuring effects will be possible like ultrasonics, laser, optical image processing, eddy current testing etc. in need of the measuring task.

Conventional dial gauges indicate the respective actual deviation or value directly.
Tolerance markers at the dial plates are available according customer´s request to enhance a quick and easy reading and interpretation of the measurement.

Inductive pencil probes which are usual in trade provide the measured values as electrical signals which are treated by respective suitable digital or column indicators or measuring computers. The application of programmable analysis systems enhance an easy evaluation, indication and statistical documentation of the required tolerances for dimension, shape and position. For that the bar graph of the values between the upper and lower limit of the average chart is very popular.
Further more the computerized evaluation of measurement enable the preparation of an electronic signal to use for next, automatic control.

The measuring head and transducer have to be checked and calibrated by master setting calibres in front of the measurement for example at the beginning of the shift. The simultaneous measuring devices are available as manual, semiautomatic or all-automatic units. The semi- and all-automatic devices will be protected with the necessitated fender and other open-closed shelter kit in the sense of occupational accident prevention.